- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Лазерлік кескіш көміртекті болат: ортақ мәселелер мен шешімдерді шешуге
2025-02-20
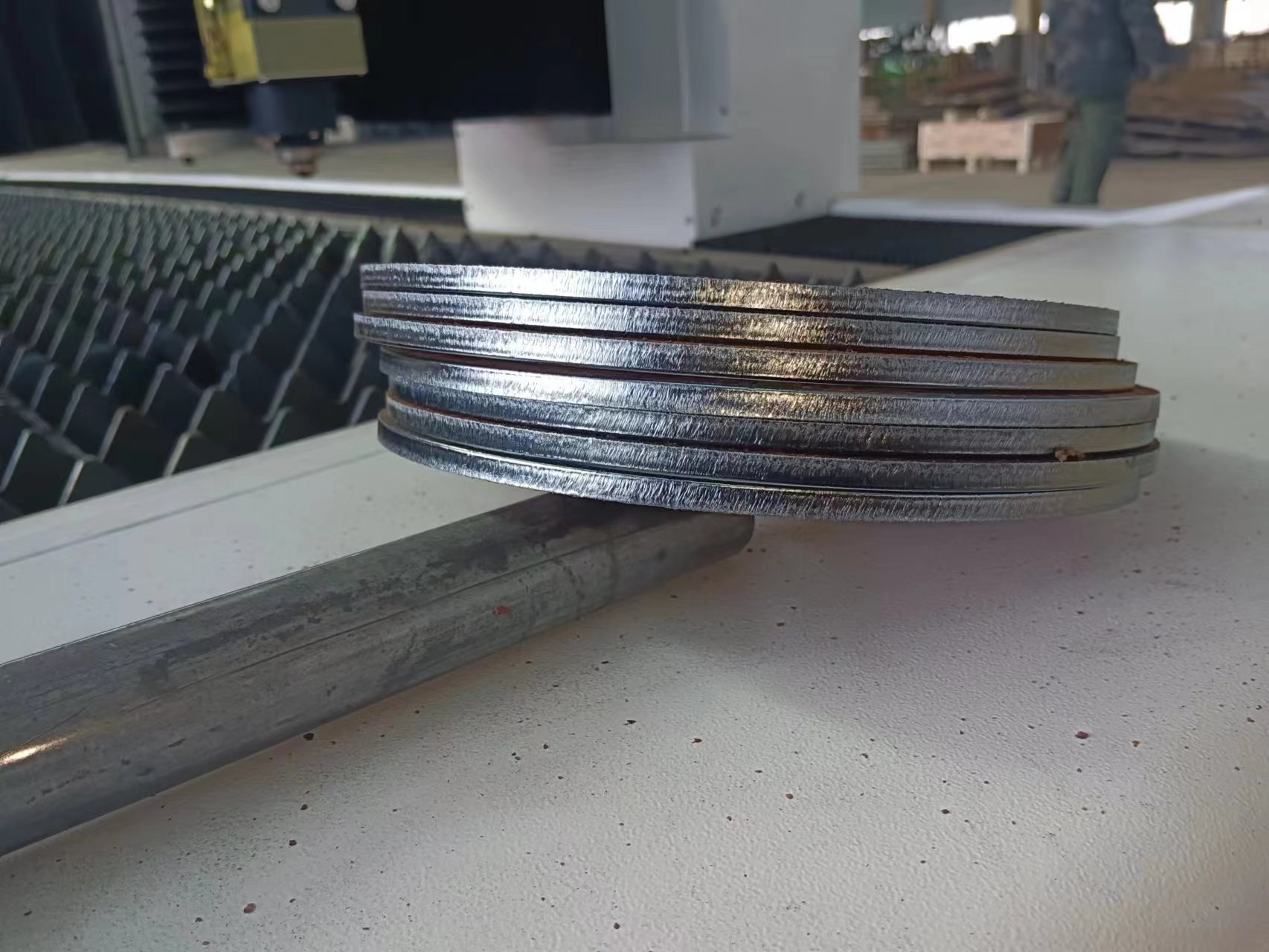
1.. Жолаулар, өрескел беті және төменгі жағындағы түтіктер
Себептер:
Шамадан тыс газ қысымы: жоғары газ қысымы кесу сапасына әсер етуі мүмкін, өрескел бетке және тіпті тартылған жерлерге әсер етуі мүмкін.
Баяу кесу жылдамдығы: баяу кесу жылдамдығы лазер сәулесін тым ұзақ уақытпен байланысуға мәжбүр етеді, себебі металл бетіне тым ұзақ, ал төменгі жағындағы шамадан тыс қызу концентрациясы және түбіндегі кірістіру.
Тым жоғары, дұрыс орнатылмаған жоғары фокустық нүкте лазерлі энергияның біркелкі бөлініп, түбінде дөрекі және жинақталуға әкеледі.
Шешім:
Газ қысымын азайтыңыз: шамадан тыс қысымның алдын алу үшін газ қысымын реттеңіз.
Кесу жылдамдығын арттыру: лазер сәулесінің материалдан тез өтіп, қызып кетуіне жол бермеу үшін кесу жылдамдығын арттырыңыз.
Фокустау нүктесін төмендетіңіз: лазерлік энергияның оңтайлы кесу орнында шоғырланғанын және кесу сапасын азайту және кесу сапасын жақсарту үшін фокустау нүктесін төмендетіңіз.

2. Өртке шеттері мен сарғысы
Себептер:
Фокус тым жоғары
Шамадан тыс газ қысымы: газдың жоғары қысымы лазер сәулесін дұрыс емес бұрышта соғуға әкелуі мүмкін, нәтижесінде қызып кету немесе тотығу, сарысуға әкелуі мүмкін.
Шамадан тыс лазерлі қуат: жоғары лазерлі қуат материалдың бетін шамадан тыс қыздыруы мүмкін, күйіп кетуі немесе түсі кетуі мүмкін.
Шешім:
Фокустау нүктесін төмендетіңіз: лазер энергиясын кесу үшін, қызып кетудің алдын алу үшін фокусты реттеңіз.
Газ қысымын азайтыңыз: газ қысымын төмендету кесу процесін бұзатын және тотығуды кетіретін шамадан тыс ауа ағынының алдын алуға көмектеседі.
Саңылау диаметрін азайтыңыз: саптаманың диаметрін азайту арқылы газ ағыны шоғырланған, бұл жылудың дисперсиясын болдырмауға және өртелетін жиектердің пайда болуын азайтуға көмектеседі.
Лазерлі қуатты азайтыңыз: лазерлік қуатты төмендетіңіз, бұл материалдың бетіне шамадан тыс қыздыруды болдырмас үшін, өртеніп, сарғыштардың пайда болу қаупін азайтыңыз.

3. Жоғарыдан, төменгі жағынан жақсы кесілген сапа
Себептер:
Тым жоғары назар аударыңыз: жоғары фокус нүктесі лазер сәулесінің енуіне әкеледі, нәтижесінде төменгі және тартылған сызық пайда болады.
Газдың төмен қысымы: газ қысымының жеткіліксіздігі балқытылған қожды тиімді түрде алып тастамайды, түбіне кіреді.
Кесу жылдамдығы Тым жылдам: жылдам кесу жылдамдығы лазер сәулесінің нәтижесінде лазер сәулесінің нәтижелері, материалға аз уақыт жұмсалады, жылу жеткілікті түрде жұмсартады, бұл түбіне және түтікті түзуді тудырады.
Шешім:
Кесу жылдамдығын азайтыңыз: Кесу жылдамдығын төмендетіңіз, лазер сәулесінің материалда неғұрлым ұзағырақ уақыт аралығындағы төмендеуіне мүмкіндік береді, соны, қожды кетіруді қамтамасыз ету.
Фокустау нүктесін төмендетіңіз: лазер сәулесінің материалға тиімді енуіне және төменгі жағындағы кесу сапасын жақсартатынына назар аудару үшін фокусты реттеңіз.
Газдың қысымын жоғарылату: балқытылған қожды шығаруға көмектесетін газ қысымын көбейтіңіз, оның түбінде оның жиналуын болдырмайды.
Көміртекті болатты лазерлік кесу кезінде кездесетін жалпы проблемалар әдетте газдың қысымы, фокус нүктесі және кесу жылдамдығы, сонымен қатар жабдық конфигурациясын оңтайландыру арқылы шешілуі мүмкін. Бұл параметрлерді дәл баптау арқылы, кесу сапасын жақсартып, беткі ақаулары азайтылады және өндірістің жалпы тиімділігі жақсарды. Лазерлік кесумен айналысатын компаниялар материалдың сипаттамаларына және оңтайлы кесу нәтижелеріне қол жеткізу үшін нақты процестерге қойылатын талаптарды таңдауы керек.
Лазерлік кесу технологиясы туралы қосымша ақпарат алу үшін немесе нақты мәселелерді шешу үшін техникалық қолдау тобына хабарласыңыз. Біз сізге ең жақсы көмек көрсетуге міндеттіміз.
Байланыс ақпараты:
Huawei лазері
Электрондық пошта: huaweilaser2017@163.com
Веб-сайт: www.huawei-laser.com