
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Әр түрлі металдарды лазерлік кесу үшін фокустық позицияны таңдау
2025-02-21
Лазерлік кесу процесінде, материал түріне қарай фокус позициясын нақты таңдай отырып, кесу сапасы мен тиімділігін қамтамасыз етудің кілті болып табылады. Бұл техникалық аспектілер салада айтарлықтай назар аударды.
1. Көміртекті болат кесу
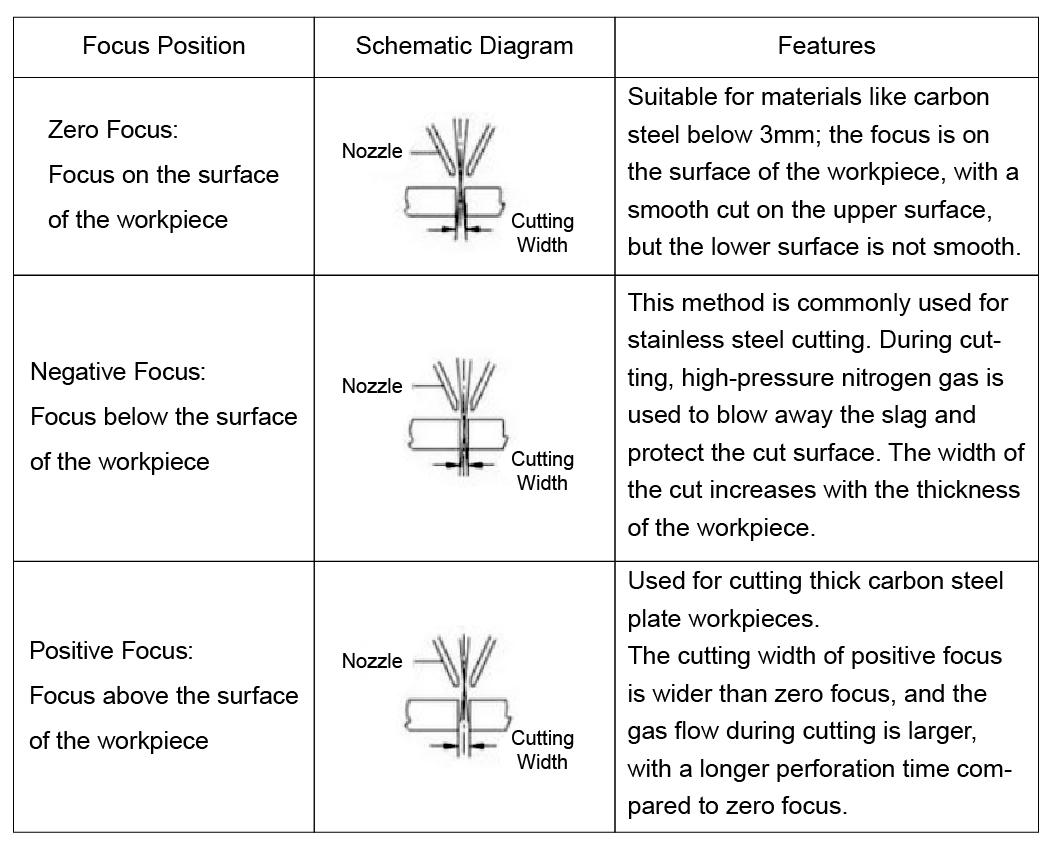
Жіңішке тақтайша кесу:Жіңішке тақтайшаларды кесу үшін (мысалы1-3 мм), нөлдік фокус, онда фокус материалдың бетіне орналастырылған, әдетте қолданылады. Бұл кесу дәлдігін жақсартуға, ыстық зақымданған аймақты азайтуға және тегіс кесілген жиектерге жетуге көмектеседі.
Орташа және қалың тақтайшаны кесу:Орташа қалың көміртекті болат тақтайшаларын кесу кезінде (6-16мм), жағымды фокус әдетте таңдаулы таңдау болып табылады. Материалдың үстіне қойылған фокустармен лазер сәулесі шлакты алып тастауға және ашық, тегіс кесілген беттің нәтижесінде пайда болатын материал бетіне көбірек әсер етеді.
Қалың тақтайшаны кесу:Плиталардан қалың16 мм, Теріс фокус әдетте кесу жылдамдығын арттыру үшін қолданылады, дегенмен бұл кесілген жиектің сапасын аздап азайтуы мүмкін.
2. Тот баспайтын болаттан жасалған кесу
Жіңішке тақтайша кесу:Жіңішке тақтайшаларды кесу үшін, үздіксіз лазерлер, әдетте, кескіш бетті тегіс, тегіс, оның жоғарғы беті таза, ең жоғарғы беті ең таза кесуді алады.
Орташа және қалың тақтайшаны кесу:Орташа қалың тақтайшалар үшін, жақсы сапаны қамтамасыз ету үшін, теріс фокус әдетте қабылданады. Кесуді кеңейту және газ және балқытылған материал ағынын жақсартатын және газ және балқытылған материал ағынын жақсартатын, кесу аймағында жеткілікті мөлшерде пайда болады.
3. Алюминийді кесу
Жіңішке тақтайша кесу:Жіңішке тақталарды кескенде, нөлдік фокусты да, аздап оң фокусты қолдануға болады. Нөлдік фокус дәлдік пен беттік сапаны жақсартады, ал вертикалдылық маңызды талап болған кезде жағымды фокус жарамды. Бұл кесу түбінен сәл неғұрлым кеңірек, қожды алып тастауға және тіке сақтауға мүмкіндік береді.
Орташа және қалың тақтайшаны кесу:Орташа қалың тақтайшалар үшін жағымды фокусты да, теріс фокусты пайдалануға болады. Оң назар аудару жеткілікті лазерлік қуат пен көмекші газ қысымын талап етеді. Теріс фокусты қолданған кезде, әдетте, фокус әдетте тақтайшаның қалыңдығының 1/3-1/2 бөлігінде орналасады, бұл тұрақты кесу және кесілген бетіне қаттылықты азайтуды қамтамасыз етеді.
4. Мыс кесу
Теріс фокус (бетінің астындағы фокус): Мыс үшін теріс фокус оңтайлы таңдау, әсіресе қалың мыс тақтайшалар үшін (6 мм және одан жоғары). Теріс фокус лазерлік енуді арттырады, мыстың жоғары шағылысуын өтейді және лазер сәулесіне тиімдірек болуға мүмкіндік береді. Бұл жылу концентрациясын жақсартады және кесу тереңдігі мен тиімділігін жақсартады.
Нөлдік фокус (бетіне фокус):Жұқа мыс плиталар үшін (1-3 мм), нөлдік фокус сонымен қатар мүмкін болатын опцион болып табылады, бұл дәлдікті дәлдікпен қамтамасыз етеді және жылу әсер еткен аймақты азайтады, бұл кесу кезінде деформацияны азайтады.
Тиісті фокус позициясын таңдау арқылы лазерлік кесу тиімділігі мен сапасын әртүрлі металл материалдар үшін едәуір жақсартуға болады. Позитивті фокусты, теріс фокусты немесе нөлдік фокусты таңдау, ең алдымен, қалыңдығы, жылу өткізгіштік және материалдың шағылысуымен анықталады. Іс жүзінде, дұрыс фокустау орны кесілген жиектерді, бақыланатын тереңдікті және өңделетін ыстағы зеңбіректерді азайтуға мүмкіндік береді, нәтижесінде өңдеудің оңтайлы жұмысын қамтамасыз етеді.



